Ковши для экскаваторов-погрузчиков JCB 3CX, 4CX, 5CX



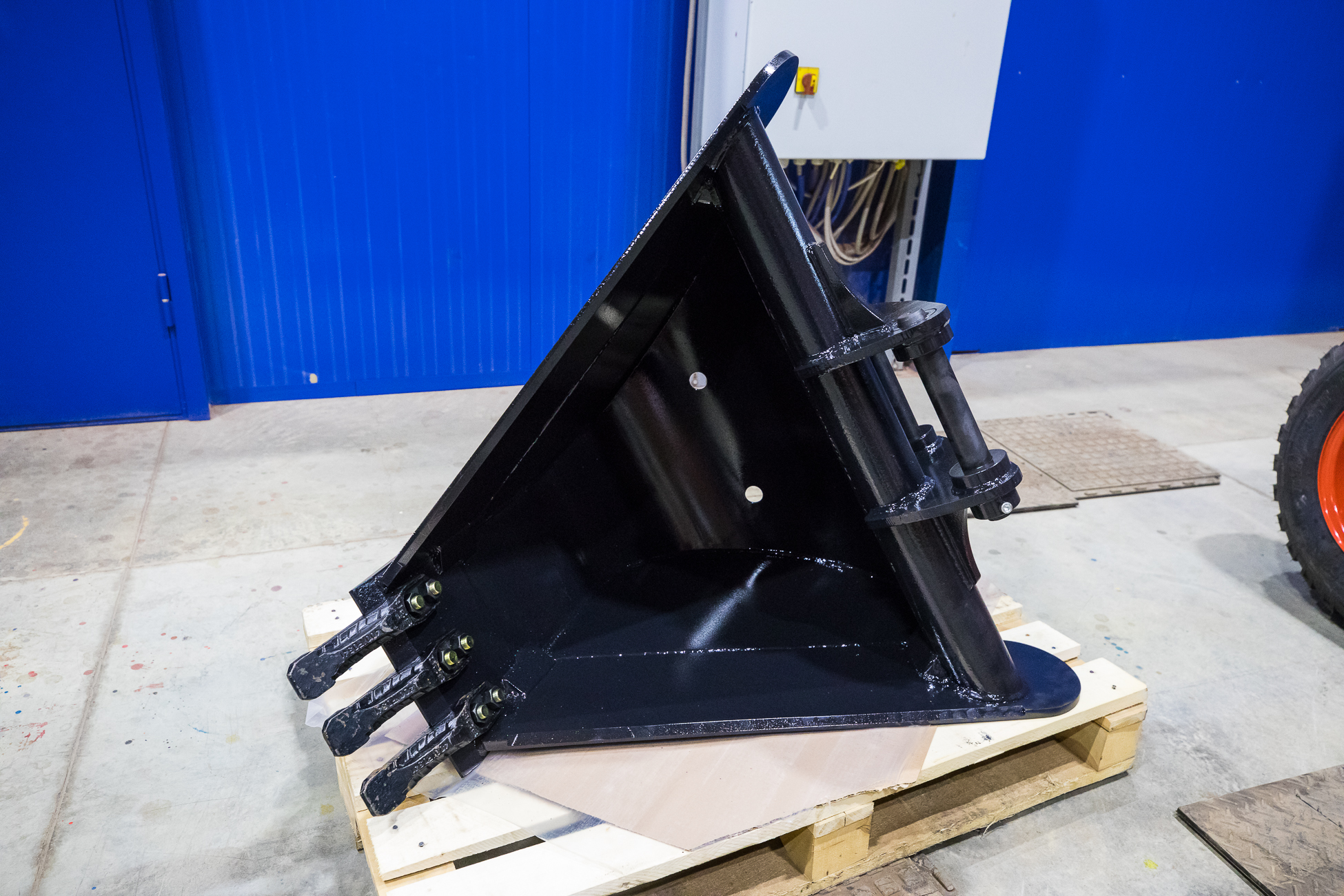












Универсальный ковш экскаваторный для строительных и землеройных работ
Завод «Кубаньжелдормаш» является одним из крупнейших производителей средних и малых ковшей в России. Мы производим универсальные стальные ковши для экскаваторов-погрузчиков и всех видов экскаваторной техники. Применяются ковши для экскаваторов при проведении общеземельных работ, погрузки и разгрузки сыпучих материалов, при разработке котлованов, карьеров и копании траншей. Ковш экскаватора может работать с щебнем, гравием, глиной, песком, илом. Мы серийно производим и поставляем во все города России и бывших стран СССР как усиленные ковши для грунта с каменистыми вкраплениями, так и стандартные облегчённые ковши для маломощной техники.
Цены и технические характеристики на усиленные ковши для экскаваторов погрузчиков:
| Модель ковша | Ширина ковша, мм | Объем ковша, м³ | Кол-во зубьев | Масса, кг | Цена, руб. |
| Ковш для экскаватора-погрузчика КС-305 | 305 | 0,08 | 3 | 98 | 50 000 |
| Экскаваторный ковш КС-400 | 400 | 0,12 | 3 | 130/108 | 55 000 |
| Задний ковш для экскаватора-погрузчика КУ-610 | 610 | 0,17 | 4 | 150 | 70 000 |
| Задний ковш для JCB КУ-800 | 800 | 0,28 | 5 | 178 | 80 000 |
| Трапециевидный ковш экскаватора-погрузчика КТ-160, 30° | 600 | 0,2 | 3 | 175 | 85 000 |
| Ковш челюстной универсальный КЧУ 2260х1,0-02 | 2260 | 1 | 8 | 745 | 295 000 |
- Ковши универсальные КС-305 и КС-400 являются облегчённой версией более тяжёлых и дорогих моделей*;
- Все ковши изготавливаются из конструкционных сталей 09Г2С и 10ХСНД;
- Съёмные механизмы изготавливаются под параметры конкретной базовой машины (модели), имеют высокоточные размеры всех посадочных мест, отверстий и режущих углов;
- В связи с резкими колебаниями цен на металл, просим связываться с отделом продаж и уточнить точную цену на ковш на дату покупки.
Мы производим задние и передние ковши, а также фронтальные и планировочные. Наши ковши подходят практически для всех известных моделей экскаваторной техники, которая применяется при проведении планировочных, земельных и строительных работ. Наши ковши полностью совместимы с экскаваторами и экскаваторами-погрузчиками таких производителей как Volvo, JCB, Caterpillar, Terex, Komatsu, Hitachi, Case, Liebherr, Hidromek, MST, Hyundai, JohnDeere, Liugong, Mecalac, Venierietc.
Типы ковшей для экскаваторов-погрузчиков и области их применения
Ковши усиленные общеземельные мы производим из износостойкой стали толщиной 6 мм для работы с такими жесткими грунтами как щебень, песчано-гравийная смесь, а также для копания мерзлого грунта.
Ковши траншейные – самые небольшие как по объему, так и по ширине ковши. Используются для рытья траншей, каналов, при прокладке трубопроводов и коммуникаций. К основному преимуществу траншейных ковшей относится возможность использовать их практически в любых условиях и труднодоступных местах. Он подходит для работы с грунтами плотностью до 1,8 т/м3.
Трапециевидные профильные ковши предназначены для выполнения работ, где необходима точная ширина и профиль склона. Форма ковша позволяет профилировать траншею сразу с требуемым уклоном. Выполненные под наклоном боковые стенки позволяют предотвратить осыпание почвы обратно в ров.
Ковши планировочные – вид навесного оборудования, который используется для планирования поверхности грунта при создании насыпей, откосов, кюветов, а также для рытья траншей и канав для последующей укладки различных инженерных коммуникаций, трубопроводов и кабелей.
Ковши-рыхлители необходимы для разработки скальных и мерзлых грунтов. Они отличаются ступенчатым расположением зубьев, благодаря чему часто применяются для дробления скальной породы и разбивки камней и валунов.
Ковши погрузочные используются для погрузки и разгрузки таких сыпучих и рыхлых материалов как шлаки, песок, растительные и торфяные грунты.
Ковши челюстные – навесное грузозахватное оборудование, отличаются высокой функциональностью и универсальностью, могут использоваться как стандартный ковш для выполнения основных земельных работ, так и для захвата и погрузки негабаритных грузов.
Обеспечивает возможность следующих землеройных и погрузочных работ:
- профилирование;
- копание (срезание слоя грунта);
- погрузка, разгрузка;
- перемещение сыпучих материалов бульдозерным отвалом;
- выравнивание грунта;
- захват челюстями и транспортировка.
Ковши решетчатые предназначены для разделения камней по заявленным фракциям при погрузочно-разгрузочных работах.
Ковши скальные – это «мощные» ковши, которые отличаются повышенной прочностью и износоустойчивостью, так как предназначены для разработки скальных, мерзлых и твердых пород грунта. Днище скальных ковшей усиленно наварными пластинами для увеличения жёсткости и долговечности.
Ковши зачистные предназначены для зачистки водоёмов, русел рек и каналов от мусора, ила, растений, древесных и иных залежей. Конструкция зачистного ковша отличается наличием отверстий на днище и боковых стенках, что позволяет свободно вытекать излишней жидкой фракции.
Клыки-рыхлители – навесное оборудование для экскаваторов-погрузчиков, которое применяется для разработки скальных грунтов, рыхления мерзлого грунта, вскрытия асфальтного покрытия, демонтажа кирпичной кладки. Клык-рыхлитель всегда изготавливается из самых высокопрочных сталей.
Все ковши комплектуются пальцами, которые зафиксированы от смещения и проворота с помощью винтов и гаек.
Мы предлагаем к продаже ковши не только стандартные, но и готовы произвести ковш любой сложности на заказ, по чертежам заказчика.
Зубья для экскаваторных ковшей у нас можно приобрести отдельно.
Производство ковшей для экскаваторов по мировым стандартам
Наше предприятие обладает мощной производственной базой, благодаря которой вы можете купить у нас стальные ковши для погрузчика-экскаватора по конкурентной цене. Портальные машины с плазматронами HyperthermXPR300, гидравлические гильотинные ножницы Gasparini, кромкорезы Trumpf, валковый листогиб Faccin и т.д. Точность заготовок позволяет произвести сборку конструкции с оптимальными сварочными зазорами на монтажных столах Siegmund. Для сварки деталей ковша мы используем надёжные сварочные полуавтоматы Kemppi и ESAB. На выходе получаем качественный глубокий провар, правильная геометрия швов и отсутствие внутренних дефектов.
Мы производим по-настоящему качественные ковши для экскаваторов, износостойкие и устойчивые к механическим повреждениям, они способны выдерживать большие усилия на отрыв и удар.
Одним из важных технологических процессов изготовления ковшей для спецтехники является усиление конструкции методом футеровки — наваривание металлических пластин к ковшу. Благодаря футеровке ковш для экскаватора погрузчика становится более устойчивым к истиранию и механическим повреждениям. Опционально мы можем предложить дополнительную защиту в виде противоизносных накладок. Благодаря применению низколегированных сталей 10ХСНД и 09Г2С, мы получаем высокую прочность и твердость всей конструкции ковша, хорошую пластичность и абразивную стойкость.
Преимущества наших ковшей
- Крепкая и надёжная конструкция — профиль ковша вытянут вперед, что способствует максимальному заполнению, а его острый угол минимальному сопротивлению грунта;
- Долговечность — нагрузка на дно ковша и щеки распределяется равномерно;
- Высокое качество применяемых материалов за счет прямых поставок сталей с меткомбинатов;
- Всегда в наличии на складе ковши JCB, Hidromek, Volvo, Komatsu – серийное производство, за исключением редко применяемых моделей;
- Мы надёжный поставщик, завод основан в 1933 году;
- Доставка ковша в любую точку России, СНГ и мира.
Где купить ковш для экскаватора-погрузчика? Конечно, напрямую на заводе-изготовителе
По критерию цена/качество мы всегда предлагаем нашим заказчикам самые лучшие цены в России. Кроме того, после первой покупки ковша нашего производства, клиенты практически всегда обращаются за новым ковшом именно к нам. Да, иногда бывают проблемы, но мы всегда их оперативно решаем. Мы никогда не оставляем наших заказчиков с нашей техникой наедине, мы всегда рядом. Не только во время гарантии, и когда она заканчивается. Мы всегда рады новым партнёрам, сотрудничеству и обратной связи!
Купить или заказать ковш для экскаватора можно в любое время, для этого достаточно связаться с отделом продаж по электронной почте: info@zdm.ru или по телефону: +78613754596