Литьё алюминия под давлением









Производство алюминиевого литья и его сплавов под давлением на заводе «Кубаньжелдормаш»
Литьё алюминия под давлением — это высокоточный технологичный процесс, благодаря которому алюминиевый сплав заполняет кокиль таким образом, что получаются отливки, практически не требующие механической обработки в дальнейшем.
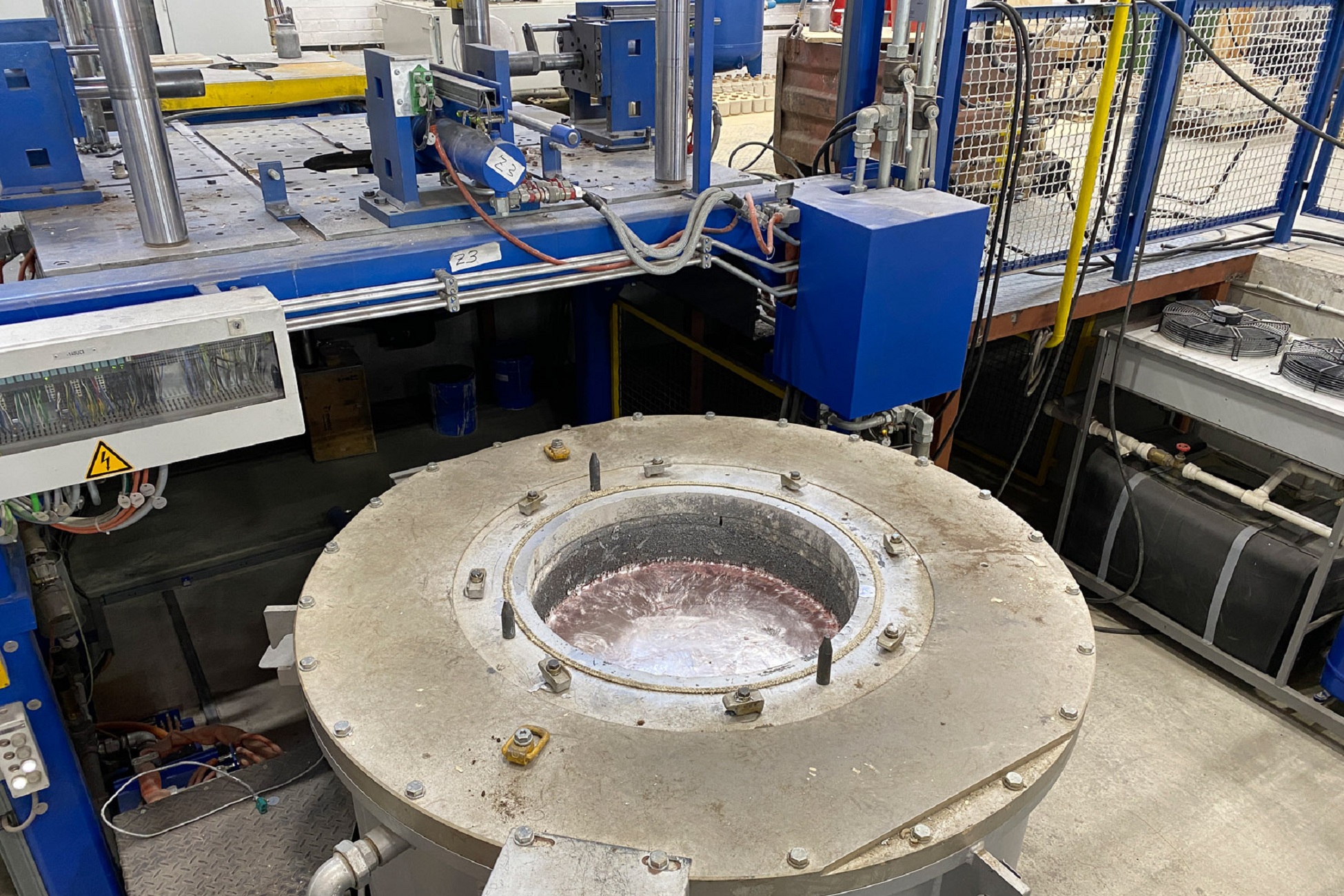
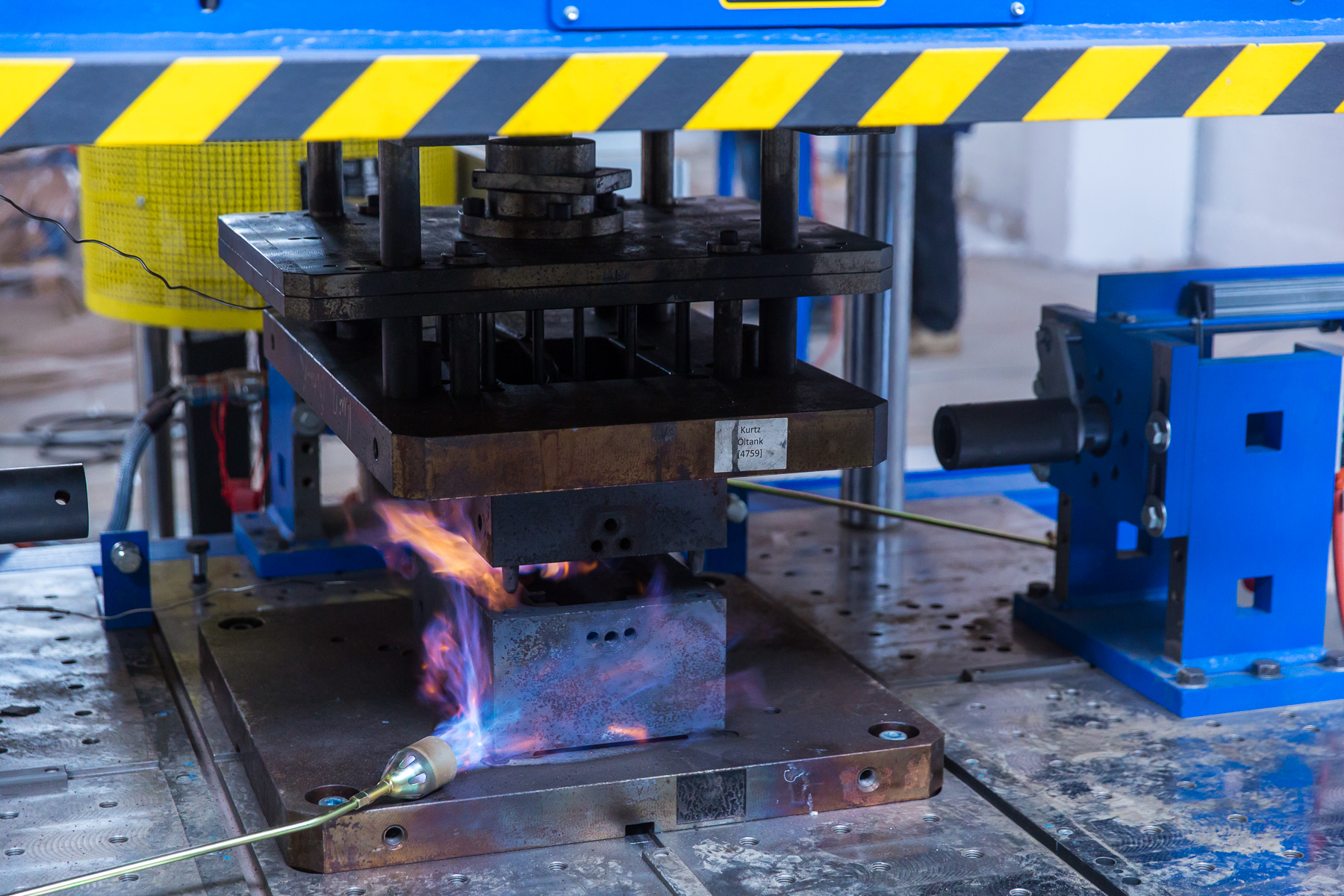
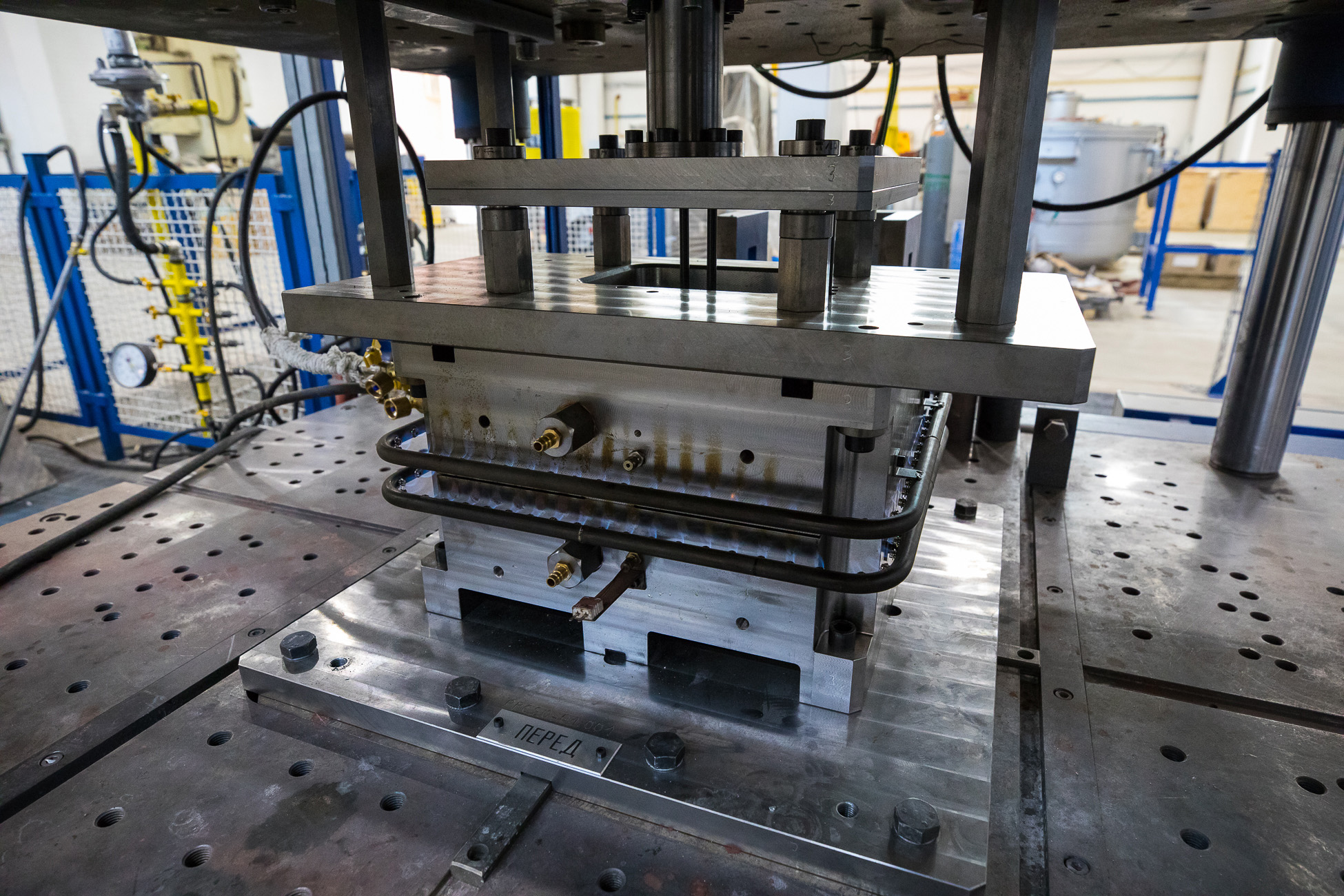
Для производства сложных деталей требуется использование высокоточного оборудования. Применяемая для этих целей установка для литья алюминиевых сплавов под низким давлением «Kurtz» способна удовлетворить наиболее высокие требования к качеству литья. Требуются меньшие затраты материала, изготавливаются самые разнообразные по сложности детали с высокой геометрической точностью.
При производстве литья алюминия под давлением ламинарное течение металла с оптимальной скоростью и управляемое наполнение формы не дают появляться дефектам, которые образуются при прочих способах литья. Технологии местного охлаждения создают направленное застывание без усадочных дефектов.
Точное алюминиевое литьё под низким давлением на машине Kurtz позволяет достигнуть 6-ого класса точности отливки и не требует дальнейшей механической обработки и очистки. Стоит заметить, что такие мировые гиганты, как BMW и VW выполняют детали методом литья под низким давлением на такой же машине Kurtz. Завод осуществляет полный цикл производства любых деталей по чертежам.
Используется сложное и передовое оборудование с компьютерным управлением (ЧПУ) для токарно-фрезерной обработки. Завод «Кубаньжелдормаш» производит отливки, зубчатые рейки, шестерни, валы, узлы в сборе многое другое.
Продукцией завода пользуются ОАО «РЖД», ОАО «Газпром», ОАО «НК «Роснефть», а также для большого количества мелких и средних машиностроительных предприятий.
Этапы получения алюминиевого литья под давлением:
- раскрытие пресс-формы и ее подготовка;
- смыкание пресс-формы;
- заливка алюминия в камеру прессования;
- прессование под давлением;
- получение готового изделия.
Применение алюминия и процесс производства готовых изделий
Алюминий благодаря своей пластичности обеспечивает высокое качество тонкостенных изделий различных форм и конфигураций. Удельная прочность получаемых алюминиевых сплавов выше, чем у стальных. Антикоррозийная стойкость позволяет пропускать процесс окраски и сразу получать готовые изделия.
Изделия из алюминия легче, чем из стали в три раза, а прочность у них такая же. Свое обширное применение алюминий и его сплавы нашли при создании наземного транспорта, в авиации, для космических аппаратов. Большую часть металломатричных композиционных материалов создают на его основе. Для получения качественной продукции на нашем заводе используются чушковые шихтовые материалы.
На поверхности шихтовых материалов образуется оксидная пленка, поскольку алюминий и его сплавы легко окисляются. В процессе плавки пленка попадает в расплав и для ее удаления нужна продувка. Пузырьки воздуха выводят пленку на поверхность и она попадает в шлак.
Для предотвращения водородной пористости у получаемых отливок на заводе применяется система дегазации итальянского производства.
Чтобы алюминий не взаимодействовал с атмосферой, в которой содержатся и пары воды, и кислород используются покровные флюсы. Перед расплавкой шихтовые материалы сушат.
Для предупреждения охрупчивания алюминиевых сплавов из-за присутствующего в них в виде неизбежной примеси железа используется технология микролегирования марганцем.
Литьё алюминия под давлением на машине «Kurtz» это:
- получение отливок из сплавов на основе алюминия и меди весом от 10 грамм до 50 кг;
- 6 класс точности готовых тонкостенных изделий;
- почти такая же стоимость готовой продукции как и из стали;
- идеальная поверхность у получаемых отливок с минимальной шероховатостью;
- отсутствие пористости у отливок;
- экономия за счет получения готовых деталей из литейного цеха, без дальнейшей механической обработки;
- возможность легко настроить выпуск как разовой ограниченной партии, так и наладить производственный процесс;
- высокая скорость производства обеспечивает получение качественных отливок в срок.
Производство отливок из высокопрочных алюминиевых сплавов
В число наших услуг входит:
- алюминиевое литьё по системе ХТС (АК 7-12,АК 7Ч)
- кокильное литьё алюминия (АК 7-12,АК 7Ч)
- производство алюминиевых отливок в кокиле под низким давлением (АК 7-12, АК 7Ч)
Узнать актуальные цены, а так же получить более подробную информацию и заказать литьё алюминия под давлением вы сможете в разделе услуг на странице алюминиевого литья.
Используемое оборудование в литейных цехах завода
Литейное производство оснащено современным оборудованием. Камера дробеметной очистки «Rösler», дробеметный барабан «Wheelabrator», оборудованием для термической обработки литья «TachTech».
Покраска осуществляется в камере порошковой окраски производства «Альфа-Полимер» с комплектацией Wagner (Германия). Система регенерации песка итальянской компании IMF Group.
Кроме установки «Kurtz» используются две формовочные линии «Omega» с размером кома до 1500×1200×1000 мм; смеситель ХТС «Omega» для ручной формовки. Стержневой автомат «Laempe».
Для стального литья используются трёхфазные дуговые электрические плавильные печи емкостью 3,0 тонны. При производстве чугунного литья на заводе используют индукционные плавильные печи емкостью 0,5 и 2,0 тонны. Цветное литьё получается из индукционных и пламенных плавильных печей.
Современные технологии, используемые на заводе, соответствуют высоким требованиям к геометрическим, структурным и механическим свойствам производимых отливок и деталей. Качество металлопродукции на каждой стадии изготовления контролирует собственная сертифицированная лаборатория.
Современное оборудование для контроля продукции
Качество и химический состав сплавов из алюминия проверяется в суперсовременной лаборатории и соответствует нормам и стандартам.
- физико-механических свойств стержневых и формовочных смесей «Simpson»;
- химического состава по ходу плавки «Belec»;
- металлографического анализа, сдаточных параметров химического состава и механических свойств материала, включая ударную вязкость при отрицательных температурах.
Испытания изделий проводятся в условиях максимально приближенных к реальным условиям эксплуатации.